Explore our core collection of non-toxic, highly weather-resistant silicone and hybrid MS polymer sealants engineered for professional glazing, facade construction, and cleanroom applications.






The global construction and chemical markets are undergoing an unprecedented paradigm shift towards absolute ecological safety, driven by modern green certifications like LEED v4.1, BREEAM, and DGNB. Historically, architectural sealants relied heavily on organic solvents, plasticizers, and oxime-curing components that released hazardous Volatile Organic Compounds (VOCs) during vulcanization. Today, specifying non-toxic, low-odor neutral silicone sealants is no longer just a voluntary environmental gesture—it is an absolute regulatory and structural mandate.
In urban green building environments, the chemical stability of building sealants determines both indoor air quality (IAQ) and facade longevity. High-performance neutral cure sealants emit non-corrosive, non-irritating alcohols or low-odor compounds during cross-linking, eliminating exposure risks for installation crews and building occupants alike. Furthermore, the exclusion of heavy metal catalysts and endocrine-disrupting phthalates is central to securing the safety clearances needed for public health infrastructure, commercial complexes, and modern smart cities.

Our research lab breaks down the fundamental differences between older, acidic (acetoxy) curing compounds and modern, advanced eco-friendly elastomers. Transitioning to green building technologies requires precise molecular engineering.
Unlike acetoxy formulations that release harsh acetic acid (corroding metals and stone), our advanced neutral alkoxy silicones release only inert, low-toxicity alcohols during curing. This chemical configuration ensures absolute compatibility with delicate substrates like copper, steel, concrete, and double-insulated glass units.
Integrating the best properties of polyurethanes and silicones, our MS Polymer range represents the peak of eco-friendly sealing. Formulated with zero solvents, zero isocyanates, and zero phthalate plasticizers, MS sealants offer paintable, high-elasticity joints with virtually unmeasurable VOC output.
Specifically engineered to prevent mold and bacterial colonization, our bio-stable non-toxic formulas utilize inorganic antimicrobial compounds instead of toxic chemical biocides. This makes them ideal for kitchen, bathroom, cold-chain food storage, and cleanroom wall panel systems.
Strategically located in the heart of Shandong Province, a major industrial hub in China, Shandong Jinfang Adhesive Industry Co., Ltd. stands as a leading manufacturer specializing in the research, development, and production of high-performance adhesive and sealant products. With a steadfast commitment to innovation and quality, we have built a comprehensive portfolio that includes silicone sealant, PU Foam, MS sealant, nail-free glue, tile grout, and PU sealant.
Our technological edge is forged through deep R&D partnerships with leading academic institutions, including Shandong University, Xiamen University, and Linyi University. These joint laboratories allow us to recruit top-tier chemical research talent and systematically test polymer behaviors under simulated long-term climate extremes. Driven by green development, our production facilities incorporate automated raw material feeding, computer-controlled twin-screw compounding extruders, and inline packaging systems that prevent environmental moisture contamination prior to shipping.








Every regional climate and architectural style demands specific performance traits. We engineer products customized for regional and local deployment variables:
Challenges: Extreme UV indexes, continuous salt spray, high humidity, and monsoon-driven winds.
Solution: High-movement neutral weatherproofing sealants with robust UV blockers that preserve elastomeric memory and prevent cracking, chalking, or adhesion loss over decades.
Challenges: Rapid thermal contraction cycles and sub-zero winter temperatures.
Solution: Specialty silicone sealants capable of extrusion down to -20°C and designed to maintain flexible elasticity from -50°C to +150°C without brittle failure.
Challenges: Demanding sterilization protocols, exposure to chemical washdowns, and zero outgassing constraints.
Solution: Specialized non-toxic MS and alkoxy formulations tested to resist high-strength peroxide vapors, preventing microbial mold growth in hospital theaters and pharmaceutical plants.








As global supply chains face volatile raw material costs and transport bottle-necks, our integrated production ecosystem in Shandong offers structural stability and price predictability. We source direct upstream siloxane polymers and process raw chemical materials locally, neutralizing external commodity price shocks.
Our Logistics Advantages: Our factories are strategically positioned adjacent to primary rail terminals and major international container ports (including Qingdao Port). This geographic proximity translates to shorter overland transits, optimized export custom filings, and shipping container allocations, enabling us to guarantee a standard lead time of just 15 business days from order to container vessel loading.
We provide end-to-end industrial customization options to tailor performance profiles, packaging systems, and brand designs to client specifications:

Do you have a proprietary formulation or a specific chemical requirement? We scale laboratory formulas to fully industrial production runs using automated reactors, ensuring batch-to-batch physical conformity and stability.

Our engineering team adjusts mechanical parameters (such as shore hardness, tensile modules, extension rate, cure speed, and color profiles) to suit extreme industrial applications or regional climate regulations.

We offer diverse packaging formats including rigid 300ml cartridges, 590ml/600ml foil sausages, paste tubes, and 200L bulk drums. Material selections range from anti-vapor metalized laminates to durable HDPE cartridges.

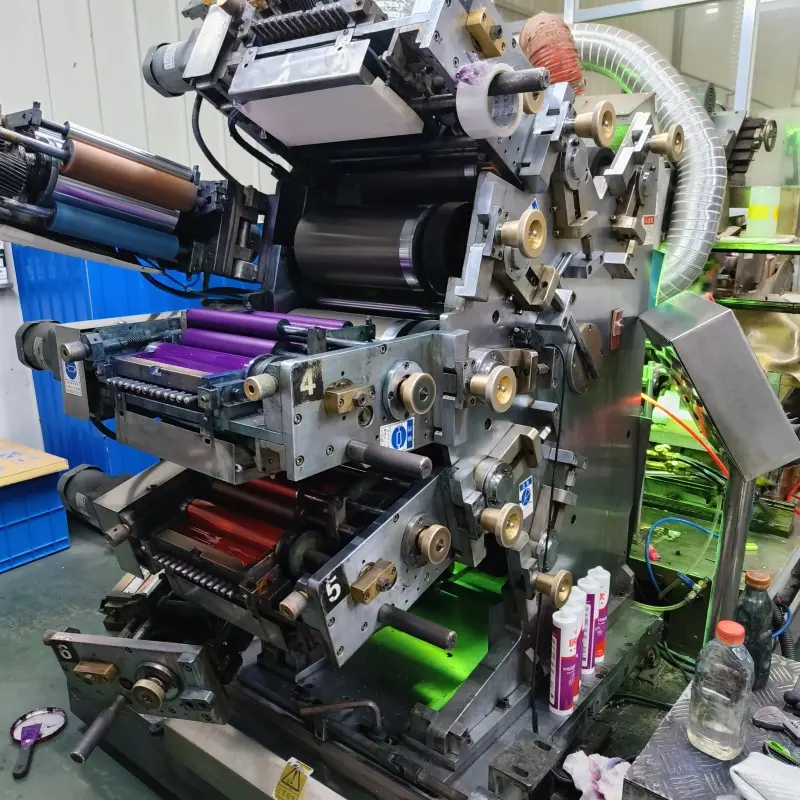
Leverage our high-speed screen printing and offset printing operations. We apply custom branding, multi-language technical instructions, barcode sets, and compliance badges directly onto packaging with chemical-resistant inks.
All products undergo stringent qualification testing to ensure consistent quality stability and reliability. Backed by a dedicated R&D team and a robust development framework, we maintain continuous capabilities for new product development and innovation enhancement in industrial adhesive solutions.
Jinfang delivers superior performance through quality-driven manufacturing, offering a comprehensive range of adhesives and sealants to meet diverse application needs across industries.
ISO 9001 and ISO 14001 certified. Continuous batch testing for extrusion rates, tack-free times, and tensile strength guarantees traceabilities and zero-defect shipments.
We leverage vertical integration and local material sourcing to provide competitive pricing while maintaining rigorous quality standards.
We deliver customized solutions tailored to your needs, with rapid response to requirements, structural engineering calculations, and compatibility testing.
Here are clear, authoritative answers to common industrial and chemical queries concerning non-toxic silicone sealants, testing methods, and regional regulations:
Review our full range of heavy-duty industrial compounds, high-performance structural glazing sealants, polyurethane expansions, and floor grouts.




The next generation of silicone sealant chemistry will be shaped by the convergence of biological synthesis and high-performance requirements. Research is shifting towards bio-based raw materials, where carbon feedstocks are sourced from renewable organic sources rather than petroleum. In parallel, smart sealant compounds with built-in color-changing indicator technology are currently in development. These formulations will provide visual confirmation of full curing or indicate when joints have experienced mechanical overload beyond their designed movement limit.
At Shandong Jinfang, our joint research projects with regional universities remain at the center of these advancements. By refining raw material pathways and using fully automated, zero-pollution manufacturing processes, we continue to supply the international market with reliable, eco-friendly sealing solutions that support a safer, more sustainable built environment.